Reject and sortation systems rely on a reliable supply of compressed air for their operation. Reduce operating costs and maintain system availability through monitoring of your compressed air system.
Benefits
- Reduce energy costs and Carbon Footprint (see example calculation)
- Ensure system functionality and availability
- Real time and trend data on demand
- Scaleable integration possibilities. Device display to PLC to full Cloud implementation
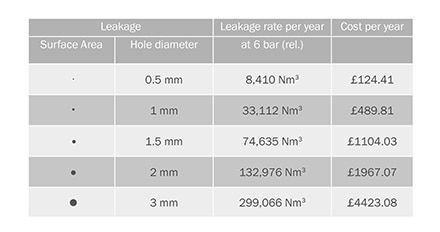
Assumption: 8760 operating hours/yr (24hr/365days) 1.48p/Nm3
According to the Carbon Trust an estimated 30% of the compressed air used in a factory is lost to leakage1.
Monitoring and data logging flow using the FTMg flowmeter can help you identify leaks and save £1000’s in energy costs whilst safeguarding your logistics process.
1. Carbon Trust, Compressed air, Opportunities for Business (2012)

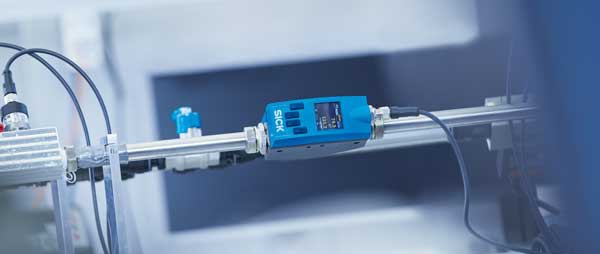
FTMg Flowmeter for Gas (Compressed Air)
4 in 1: Flow, Pressure, Temperature, Energy
- Real time measurement of Flow, Pressure, Temperature and Energy
- Energy calculation of compressed air for efficiency calculation when compared with compressor electrical energy consumption
- Data logging and Trending on device
- Display to show data and for set up of interfaces
- Industrial versions with typical PLC interfaces e.g. Analog, Switch, IO-Link
- Ethernet versions with Cloud interfaces e.g. MQTT & Webserver